



Five axis machining center
By relying on RTCP tool tip tracking and dynamic compensation technology, pentagonal machining can be completed in one clamping, reducing repeated positioning errors (with an accuracy of ± 0.005mm). Suitable for processing difficult to cut materials such as titanium alloys, the high-speed spindle (up to 40000 rpm) meets the requirements of precision machining of complex surfaces.

Horizontal four axis machining center
The spindle of this machine tool is horizontally arranged and equipped with a fourth rotating axis, which can achieve multi-faceted composite machining. Its high rigidity structure is suitable for heavy cutting, and the four axis linkage can complete complex surface machining. Multiple processes can be completed with one clamping, with an accuracy of ± 0.01mm. It comes standard with an automatic tool changing system (20-60 tool positions) and is widely used in the processing of boxes and impellers in automotive molds, aerospace and other fields.Typical model workbench specifications are 800 × 600mm, with a load-bearing capacity of 1-5 tons and a spindle speed of 8000-15000rpm. By reducing the number of clamping times, the processing efficiency is improved by more than 30%.

Mid speed wire cutting
Electric discharge wire cutting technology that falls between fast wire cutting and slow wire cutting.The electrode wire (usually molybdenum wire) moves bidirectionally at a moderate speed (1-12m/s) and achieves precision machining by pulse discharge corrosion of the metal. Combining the advantages of low cost for fast wire cutting and high precision for slow wire cutting, the processing accuracy can reach ± 0.01mm, with a surface roughness of Ra1.0-2.5 μ m, suitable for precision mold and irregular part processing.
| Maximum cutting thickness for work | 300mm | Maximum load weight | 500kg |
| Maximum cutting taper of workpiece | Not less than ± 6 ° | Best machining accuracy | ±0.01mm |
| Cutting optimal roughness | Ra0.8μm | Maximum cutting speed | 300mm/min |
| Range of electrode wire diameter | φ0.12mm~φ0.2mm |

Horizontal CNC lathe
Horizontal arrangement of spindle, mainly used for machining disc or long axis parts. The bed adopts an integral casting structure with strong rigidity and high stability. Equipped with a CNC system, it can achieve high-precision turning, boring, tapping and other composite processing. Typical features include automatic tool changing devices, large-diameter chucks, etc., suitable for large-scale precision machining in fields such as energy and aerospace, with a machining accuracy of 0.01mm. Compared to vertical lathes, it is better at handling workpieces with large aspect ratios.

CNC six axis electric discharge drilling machine
This device uses a six axis linkage CNC system (X/Y/Z linear axis+A/B/C rotating axis) to achieve precise positioning at complex angles and multiple directions, making it suitable for machining irregular parts such as turbine blades and molds. Using pulse power supply and electrode guidance technology, the aperture range is usually 0.1-3mm, and the depth to diameter ratio can reach 200:1. Equipped with automatic electrode replacement, online detection, and adaptive machining functions, the machining accuracy is ± 0.005mm, and the surface roughness is Ra0.4 μ m.

Lathe composite center
High precision and efficient metal processing equipment.Using a computer numerical control (CNC) system, it can automatically complete processes such as turning, boring, and tapping, with high repeatability accuracy (up to ± 0.005mm) and good dynamic stability. Typical configurations include servo drive, tool magazine (optional 12 or more stations), and hydraulic chuck, widely used in energy, aerospace and other fields, such as batch processing of turbine discs, flanges and other parts.
| Maximum machining diameter | 280mm |
| Maximum processing length | 500mm |
| Maximum processing bar diameter | 65mm |

CNC bending
Realize high-precision sheet metal bending through computer numerical control (CNC). The core consists of a frame, hydraulic system, slider, mold, and CNC device, which can automatically complete complex bending processes by programming parameters such as bending angle, pressure, and speed. Features include high precision (± 0.1mm), fast efficiency, repeatable processing of complex parts, support for multi axis linkage and mold library management, and modern models are also equipped with intelligent functions such as laser detection.
| Bending Length | 3100mm | Distance between columns | 2700mm |
| Throat depth | 410mm | Slide stroke | 215mm |
| Closed height | 575mm | Idle speed of slider | 180mm/s |
| Sliding block working speed | 13mm/s | Return speed of slider | 170mm/s |
| Sliding block positioning accuracy | ±0.01mm | Repetitive positioning accuracy of slider | ≤0.01mm |

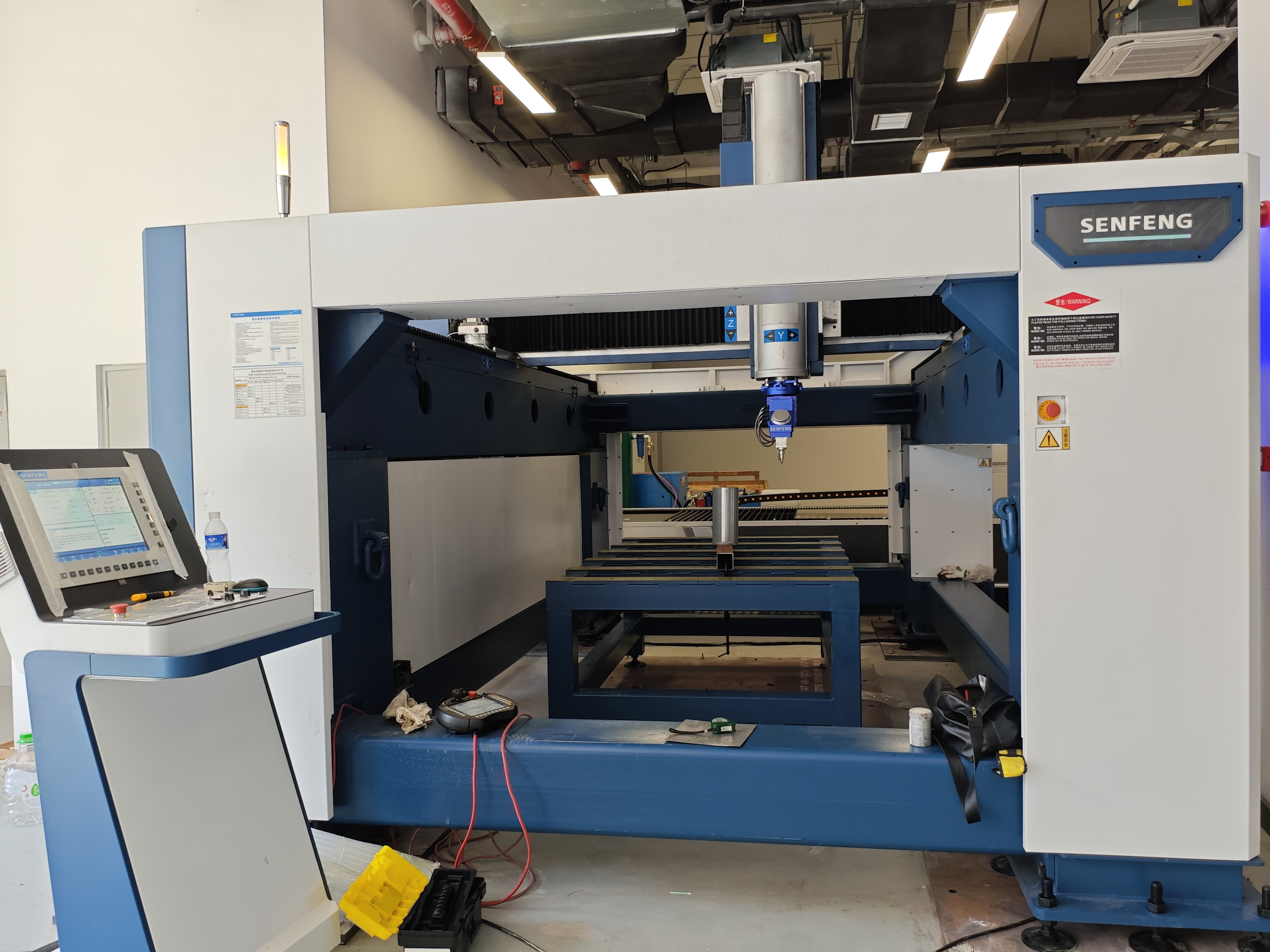
Three dimensional five axis laser cutting machine
Three dimensional cutting of complex surfaces is achieved through the use of five motion axes (X/Y/Z linear axis and A/C rotation axis) in conjunction with a laser beam. The core advantage lies in flexibility and precision, which can process irregular workpieces such as automotive coverings and aerospace components, and support various materials such as carbon steel and aluminum alloy. Using fiber optic or CO ₂ laser sources, the cutting speed is fast (up to tens of meters/minute), the incision is smooth (Ra<1.6 μ m), and the repeat positioning accuracy reaches ± 0.05mm, combining high efficiency and safety characteristics.
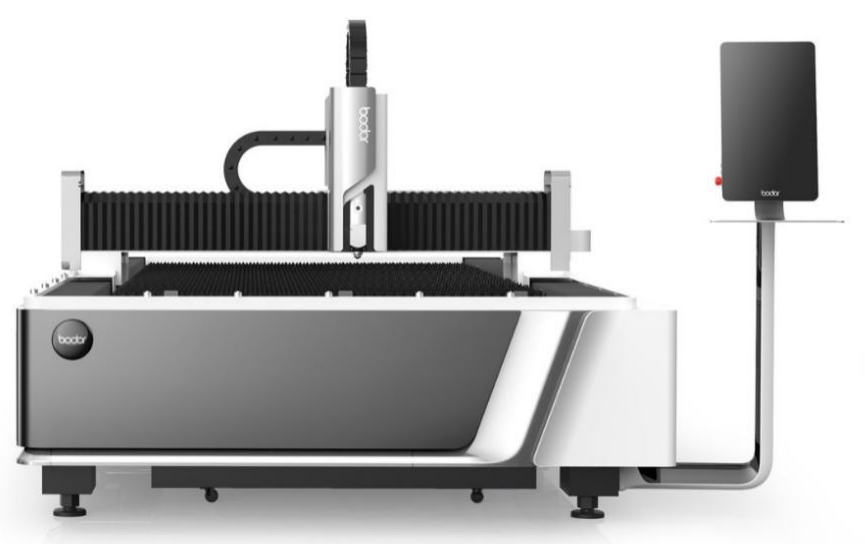
Flat laser cutting machine
Numerical control equipment for precise cutting of metal or non-metal sheets using high-energy laser beamsThe core components include a laser generator, a cutting head, a motion system, and a control system. By focusing the laser to generate high-temperature instantaneous melting of the material, combined with auxiliary gas blowing to remove slag, high-precision cutting (accuracy up to ± 0.1mm) is achieved. Suitable for materials such as carbon steel, stainless steel, aluminum alloy, etc., it has the advantages of narrow cutting (0.1-0.3mm), non-contact processing, smooth cutting, etc. It is widely used in sheet metal processing, automotive manufacturing, aerospace and other fields. Modern models support direct import of CAD drawings, and automation significantly improves efficiency, making it one of the key equipment for intelligent manufacturing.
| Best machining accuracy | ± 0.002mm (within 50mm length) |
| Maximum cutting taper of workpiece | Not less than ± 15 ° |
| Cutting optimal roughness | Ra1.0μm |
CNC Internal and External Grinding Machine
Using computer numerical control (CNC) technology, specifically designed for precision machining of the inner and outer circular surfaces of cylindrical, conical, or irregular workpieces. Its core features include:High precision: The repeated positioning accuracy can reach micrometer level, meeting the requirements of precision parts;Automation: automatic dressing of grinding wheels, online measurement, reducing manual intervention;Multi functional: supports multi process composite processing of inner and outer circles, end faces, steps, etc;Flexible production: Quickly switch processing parameters through programming to meet the needs of small batches and multiple varieties.
| Maximum grinding diameter (outer circle/inner circle) | Outer circle: Φ 320mm/Inner circle: Φ 100mm |
| Maximum grinding length (outer circle/inner circle) | Outer circle: 500mm/Inner circle: 200mm |
| Range of spindle speed | 30-3000rpm (frequency conversion or servo control) |
| Inner circular spindle speed | 10000-6000rpm (electric spindle) |
| Grinding wheel size (outer circle/inner circle) | Outer circle: Φ 400 × 50 × 203mm/Inner circle: Φ 50 × 20 × 20mm |
| Outer and inner sanding wheel axle travel (X-axis/Z-axis) | X Axis:300mm / Z Axis:600mm |
| Minimum setting unit | 0.001mm or 0.0001mm |
| CNC system control accuracy | ±0.002mm~±0.005mm |
| Overall dimensions and weight | 3000×1800×1600mm / around 4000kg |
